➢ The WLMD process eliminates the safety hazards of powder deposition methods ➢ Reduces material costs as parts are printed to a “near net finish” (within .040”) eliminating removal of excess material, and reducing Cycle Time, labor, and power consumption costs. ➢ Eliminates costs of Work Holding fixtures & reduces Set Up time. ➢ A part can be made using two different metals, i.e. mild steel as a core metal while the outside is finished with titanium using the “Twin Wire” function. ➢ WLMD parts have fewer voids – 99.9998% denser than forgings or castings. ➢ Enables parts to be made with internal passageways for gas or liquid flow. ➢ Allows prototype parts to be made in hours rather than days or weeks. ➢ No billet needed; all parts can be printed from wire, eliminating sawing and reducing required storage.
Six hydraulic linkages in each pallet support programmable tombstones without the need for hydraulic hoses all over the place.
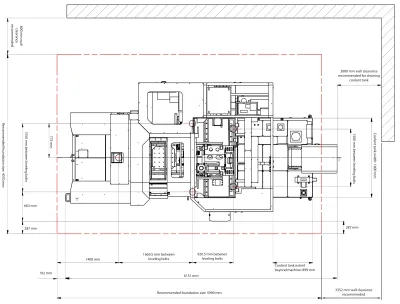
Just like the HMC-500 above, all Jupiter HMCs are space optimized to maximize your shop’s productivity per square foot.
Product Technical Data
HORIZONTAL MACHINING CENTERS - IMPERIAL
SPECIFICATIONS
UNIT
HMC-380
HMC-400
HMC-500
CNC SYSTEM
Control
---
Fanuc 0i-MF+
Fanuc 0i-MF+
Fanuc 0i-MF+
Configuration
---
15" Touchpanel
15" Touchpanel
15" Touchpanel
Motors & Amps
---
Alpha Class
Alpha Class
Alpha Class
TRAVEL
X Axis
in
19.69
23.62
31.50
Y Axis
in
16.54
19.69
31.50
Z Axis
in
14.96
19.69
31.50
MOTION
Way Type
---
Roller Linear
Roller Linear
Roller Linear
Rapid Traverse - X Axis
ipm
1,890
2,362
2,362
Rapid Traverse - Y Axis
ipm
1,890
2,362
2,362
Rapid Traverse - Z Axis
ipm
1,890
2,362
2,362
PALLET
Pallet Count
---
1
2
2
Width
in
14.96
15.75
19.69
Depth
in
14.96
15.75
19.69
Minimum Index
deg
0.001
0.001
0.001
Max Load Per Pallet
lb
440
880
1,320
SPINDLE
Drive Type
---
Built-in
Built-in
Built-in
Motor Power
hp
30
30
30
Taper
---
CAT-40 DC
CAT-40 DC
CAT-40 DC
Speed
rpm
12,000
12,000
12,000
Optional Speed
rpm
15,000
15,000
15,000
ATC
Capacity
Tools
24
40 (60)
40 (80)
Max Tool Weight
lb
15.4
15.4
24.2
Max Tool Dia. - Adj. Occupied
in
3.15
2.95
3.74
Max Tool Dia. - Adj. Empty
in
4.92
4.92
7.87
Max Tool Length
in
9.84
11.81
15.75
DIMENSIONS
Machine Weight
lb
7,700
12,100
29,700
Width
in
59
96
122
Depth
in
99
141
240
Height
in
97
108
119
Current
kVA
30
40
45
HORIZONTAL MACHINING CENTERS - METRIC
SPECIFICATIONS
UNIT
HMC-380
HMC-400
HMC-500
CNC SYSTEM
Control
---
Fanuc 0i-MF+
Fanuc 0i-MF+
Fanuc 0i-MF+
Configuration
---
15" Touchpanel
15" Touchpanel
15" Touchpanel
Motors & Amps
---
Alpha Class
Alpha Class
Alpha Class
TRAVEL
X Axis
mm
500
600
800
Y Axis
mm
420
500
800
Z Axis
mm
380
500
800
MOTION
Way Type
---
Roller Linear
Roller Linear
Roller Linear
Rapid Traverse - X Axis
m/min
48
60
60
Rapid Traverse - Y Axis
m/min
48
60
60
Rapid Traverse - Z Axis
m/min
48
60
60
PALLET
Pallet Count
---
1
2
2
Width
mm
380
400
500
Depth
mm
380
400
500
Minimum Index
deg
0.001
0.001
0.001
Max Load Per Pallet
kg
200
400
600
SPINDLE
Drive Type
---
Built-in
Built-in
Built-in
Motor Power
kW
22
22
22
Taper
---
CAT-40 DC
CAT-40 DC
CAT-40 DC
Speed
rpm
12,000
12,000
12,000
Optional Speed
rpm
15,000
15,000
15,000
ATC
Capacity
Tools
24
40 (60)
40 (80)
Max Tool Weight
kg
7
7
11
Max Tool Dia. - Adj. Occupied
mm
80
75
95
Max Tool Dia. - Adj. Empty
mm
125
125
200
Max Tool Length
mm
250
300
400
DIMENSIONS
Machine Weight
kg
3,500
5,500
13,500
Width
mm
1500
2420
3100
Depth
mm
2500
3600
6100
Height
mm
2450
2750
3000
Current
kVA
30
40
45
STANDARD & OPTIONAL FEATURES
Air gun
Automatic lubrication
Automatic power-off
Automatic Tool Changer
Chip augers, dual spiral type along Z-axis
Chip conveyor, chain type
Chip conveyor, magnetic
Coolant gun
Coolant system
Coolant thru spindle w/ filter and tank @ 300 PSI or 1000 PSI
Jupiter partners with the world’s leading CNC system providers to deliver whatever platform you prefer.
Fanuc
Heidenhain
Siemens
Mitsubishi
High Performance Spindles
All Jupiter spindles feature Japanese bearings and come in dual-contact / Big Plus taper as part of their standard configuration. Each spindle is hand-built by master craftsmen before being precision balanced and run-in for over 72 hours. Direct drive and belt-driven styles are available depending on your application needs.
Premium Ballscrews & Linear Guides
Each axis is driven by high precision C2 class ballscrews. All ballscrews are centered between the guide ways. Linear axes have 4/4/6 trucks for maximum rigidity. Ballscrews are pretensioned and supported at each end with angular contact thrust bearings. All axes are connected directly to digital servo drive motors for immediate response and accuracy.
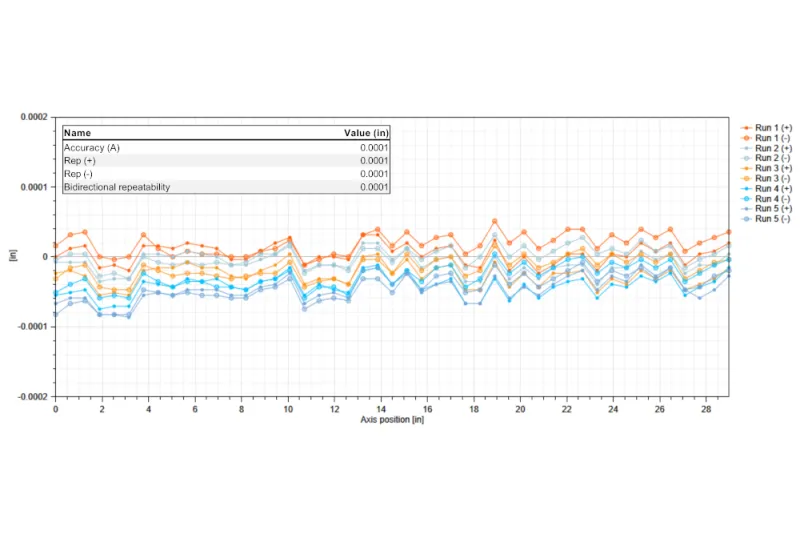
Incredible Accuracy
All Jupiter machine tools are laser pitch error compensated and ball bar inspected both before leaving the factory and at time of installation on the customer’s floor. You deserve micron precision.
Faultless Reliability
Jupiter components are always chosen with long-term reliability in mind, so that you don’t need to keep reliability in your mind. New Jupiter machines come standard with a two year manufacturer’s warranty… but you won’t need it!




{kind=link}
{kind=link}
{kind=link}